Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Многие думают, что вполне достаточно узнать, как пользоваться электродами и то, как заварить швы, однако нужно знать все тонкости работы, особенно относительно соединения 2 разных металлов и того, какие нужны электроды.

Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.
Необходимо знать:
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
Существуют различные типы швов, которые могут отличаться между собой по различным факторам, в частности по тому, как проводится соединение металлических изделий. Именно это те самые азы сварки, которым обучают новичков.
Шов может быть:

Профессия электросварщика очень сложная и требует порой слишком больших вложений по силам и энергии, так как сваривание металлических изделий может проводиться даже под потолком. Классификация шва может быть по тому, где они расположены в пространстве, и выделяют вертикальный, горизонтальные, потолочный типы.
Сварить самостоятельно металлоконструкцию за 1 день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и непосредственно сам сварочный аппарат.

Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
Делать красивые швы, у которых идеальный вид, не так просто, так как даже специалист с большим опытом работы не всегда может осуществить процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Стоит заметить, что любое обучающее пособие имеет данные о дефектах, ознакомиться с которыми нужно обязательно.

Есть критичные, а есть не критичные, то есть те, которые допустимо оставить без дополнительной обработки. Учимся тому, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
Есть и другие дефекты в виде трещин, или попросту лопается шов, это возникает сразу после того, как металл остынет. Они могут быть продольные и поперечные. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:

Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.
В ходе работы будет происходить выгорание электрода, но не нужно спешить его двигать.

То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Очень просто отличить новичка от профессионала, так как он будет не слишком торопливым и придется переваривать швы далеко не один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным осуществить все на высшем уровне и при этом предоставить гарантию качества.
















Владение техникой получения прочного сварного шва – отличный навык, приносящий настоящему хозяину немало пользы. Хорошо изученный процесс может настолько увлечь, что после изготовления простенького каркаса для теплицы, печки для гаража или бака на дачу захочется создать нечто сложное и оригинальное типа ажурной изгороди, скамейки, мангала. Но перед реализацией планов необходимо выяснить все вопросы о том, как научиться варить электросваркой, ознакомиться с информацией и учебным видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
С прочностью сварных швов вряд ли смогут состязаться другие виды соединения деталей из металла, если состыковка их должна быть неразъемной. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов. В результате взаимного проникновения частиц электрода и соединяемых элементов формируются сверхпрочные межмолекулярные связи.

Электросварка залог прочности соединения деталей из металла
Внедрение прогрессивных технологий позволяет сейчас выполнять сварку с применением лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Чаще всего источником энергии служит электрическая дуга, создаваемая инвертором или сварочным аппаратом. С простейших и наиболее распространенных способов сварки и стоит начать обучение.

Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.

Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:

Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.

Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.

Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить наполненное водой ведро, запастись старым плотным пледом для возможности погасить возгорание от случайной искры.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Первоначально каждый из обучающихся мастерству делает на ненужных кусках металла валики, просто расплавляя материал без создания соединительных швов. Поверхность нужно очистить от ржавчины и загрязнений.

Обратите внимание. От умения поддерживать постоянный зазор зависит качество будущего шва. При изменении расстояния дуга прервется, шов получится с дефектами.

На данном этапе практических занятий необходимо научиться подбирать силу тока для его стабильной подачи. При недостатке тока дуга будет гаснуть, слишком мощный поток проплавит металл. Навыки выставления режима сварки можно получить только путем экспериментов.
Убедившись в том, что валики выходят ровные и почти красивые, можно попрактиковаться в выполнении соединительных швов. Это уже действия для уверенной руки почти опытного практиканта, знающего, как правильно научиться варить электросваркой, и реализующего полученные сведения.

Второй шаг обучения: выполнение имитации сварного шва на заготовке
Все первоначальные действия по зажиганию электрода аналогичны описанным выше процессам. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как-бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот. Траектория движения может быть зигзагообразной, петлевидной, напоминать череду елочек или серпов.

Несколько типов швов, выполняемых дуговой электрической сваркой
Потренироваться нужно снова на куске ненужного металла, прочертив на ней мелом линию, заметную через затемняющее стекло маски. Вдоль нее и нужно прокладывать своеобразный шов, вычерчивая сплошную неширокую полосу по одной из вышеуказанных траекторий.
От остывшего шва молоточком нужно отбить шлак, после чего перед взором предстанет произведение сварщика.

Шлак с остывшего шва нужно сбить небольшим молотком
После получения первых навыков можно приступить к производству соединительных швов. Они бывают тавровые, стыковые, угловые, внахлест, выполняются по горизонтали или по вертикали снизу вверх и в противоположном направлении. Чтобы рука двигалась уверенно, нужно немало потренироваться и лишь затем приступать к изготовлению полезных красивых самоделок.

Типы сварных соединений и их внешний вид
Навыки работы со сварочным аппаратом помогут сделать массу полезных металлических конструкций для дачи, гаража, бани, хранилища. Наверняка после первых шагов захочется сделать что-нибудь потрясающее. Только чтобы овладеть всеми нюансами мастерства, нужно немало потрудиться для получения сноровки. Ну и, конечно, для более сложных приемов сварки потребуется более углубленная информация типа профессиональных пособий с описанием сложных процессов и перечнем технических регламентов.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте - ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.

 Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки , поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.

Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) - получают приличного «зайца».
 Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика - угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».

Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.

 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.

Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате . Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.

Следующий этап курса молодого бойца - вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» - в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь - обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!

Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах.  Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.

При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
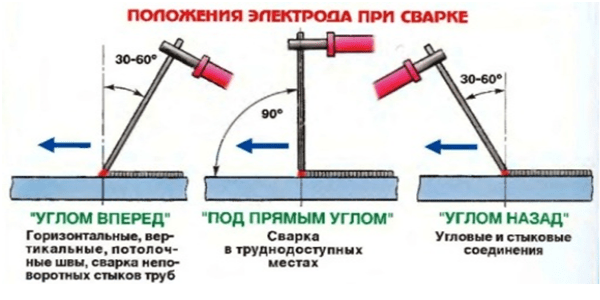
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем)
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
Спасибо, статья очень понравилась и комментарии тоже
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.

Универсальный и самый простой тип соединения металлических поверхностей — метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:

Для тех, кто изучает основы сварки, третий вариант — оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:

Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.

При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
Стандартная величина ванны находится — 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.







